想要探索【虹口】(当地)数控等离子切割机大功率激光切割机使用方法的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【虹口】(当地)数控等离子切割机大功率激光切割机使用方法的图文介绍
华宇诚数控科技有限公司拥有精良的加工,和检测设备,先进的 虹口光纤激光切割机排名、生产工艺,雄厚的技术力量,高素质的员工队伍,按照国际标准、国家标准、行业标准设计制造 虹口光纤激光切割机排名、产品,本着以质量求生存,以服务求发展的经营理念,竭诚为用户提供优质的 虹口光纤激光切割机排名、产品和优良的服务。
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
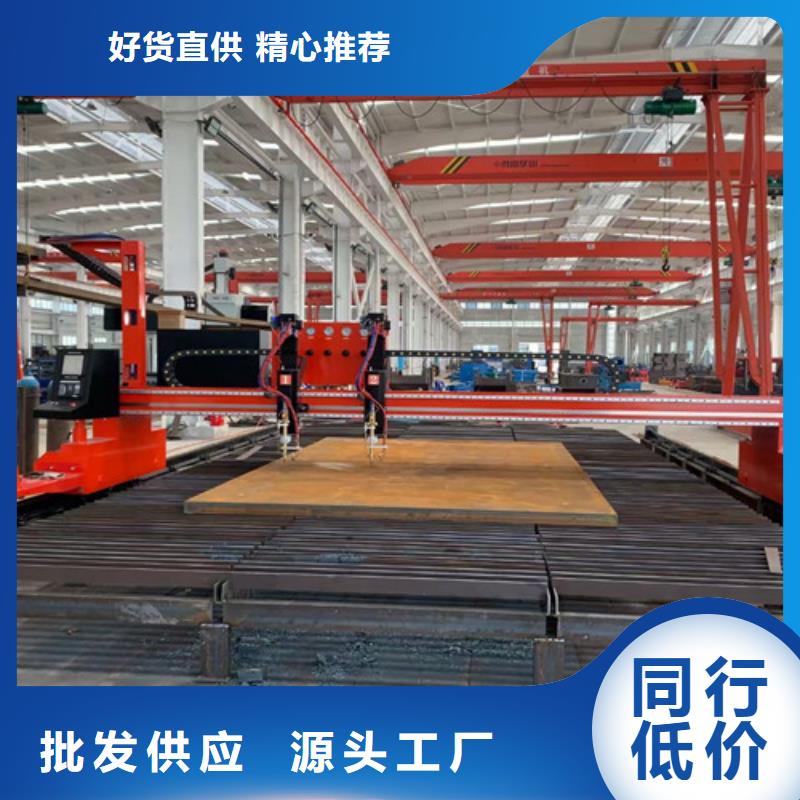
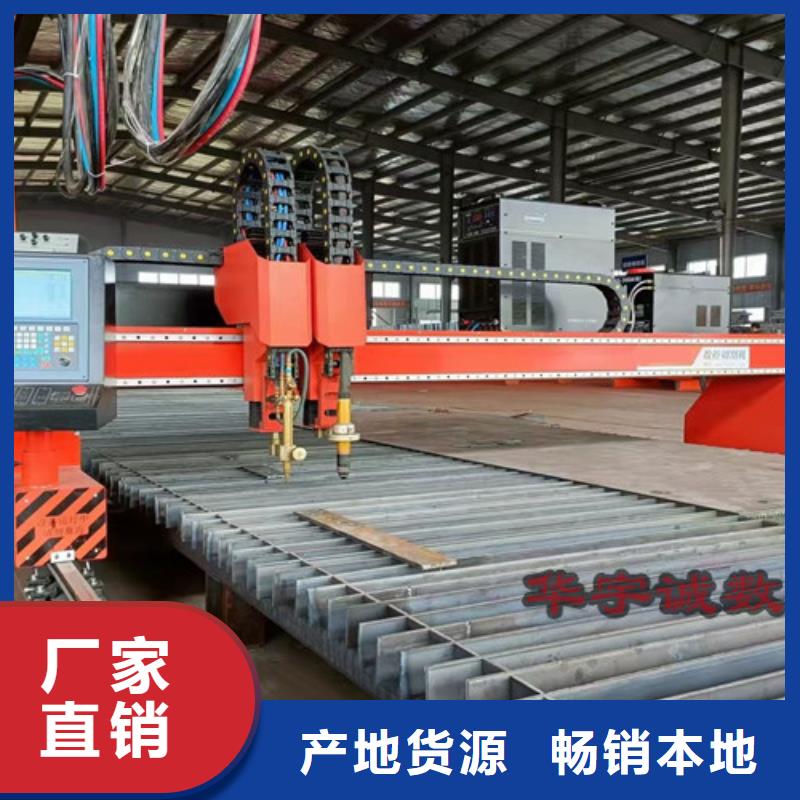
日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机在机械加工行业的重要作用超乎你的想象!
1. 数控等离子切割机是什么?
数控等离子切割机是一种高科技机器,它通过使用等离子切割技术和计算机数控技术,在金属、合金、碳钢、铝材等金属材料上进行精确切割。
2. 能切割的材料有哪些?
数控等离子切割机可以切割铝板、铝合金、铜板、钢板、不锈钢板、合金板等金属材料,还可以切割不同种类厚度不同的工件,从而满足机械加工行业的不同需求。
3. 数控等离子切割机的应用场景有哪些?
数控等离子切割机可以广泛应用于冶金、汽车、机械、船舶、仪器仪表、电子、压力容器等若干工业领域。在制造汽车、卡车、飞机、火车等交通工具时,数控等离子切割机的应用是必不可少的一环。
4. 数控等离子切割机的优点是什么?
数控等离子切割机可以将制造成本降到 。切割加工更快、更精准,制作过程更加高效,并且能够实现量产,有效保证工作质量和工效提升。
更为关键的是,数控等离子切割机的成本也相对较低,所以相对较小企业也可以拥有自己的数控等离子切割机,从而在市场竞争中获取更多的优势。
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机气冷式割炬使用注意事项操作人员在使用数控等离子切割机时,都会根据切割板材的厚度来选择合适的割炬,等离子切割割炬分为风冷式和水冷式,风冷式割炬也叫做气冷式割炬,比较常用于加工10mm以下的不锈钢、碳板等金属板材,工作原理大致上是经过空气的自然冷却来使得割炬表面温度降低从而可以长期使用。因冷却方式的不一样,使用寿命普遍偏低。1.割炬里的电极,位于中心的铪丝如果烧损范围在2.5--3mm,就需要换上一个新的,值得注意的是电极需要放置冷却或者是拿压缩空气吹至常温,不然电极基座会受到热膨胀发腻较紧,旋松时切记勿用太大力,不然极易损坏电极基座。另外,电极,喷嘴在更换前需要检查内部是否有有杂质,应清理干净后使用。2.在正常运用过程中,如果听见“吓”的响声,弧光发红,弧碴上窜,应立即停止操作,此刻电极、喷嘴已损坏,强继续使会损坏割炬,有必要替换电极、喷嘴后方可继续使用。3.气冷型割炬操作运行时电流不得大于其额定电流,超过的话越则易损坏割炬。4.替换电极、喷嘴时有必要关断主机电源,割炬未装电极、喷嘴时不能按下割炬开关。5.用压缩空气有必要进行干燥清洗。因水气、油污易导电,电极上产生螺旋黑纹,阐明水气、油污过多,使电极、喷嘴内部拉弧短路,极易损坏割炬,又不能正常运作。6.割炬中的电极、喷嘴在运用过程中不能松动,电极须用专用扳手旋紧,每次运用前有必要检查,见有松动随时用专用扳手旋紧,但不能运用活络扳手之类的东西。
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有推荐性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")
数控等离子切割机大功率激光切割机使用方法")



 扫一扫
扫一扫